Công nghệ 11 Bài 17: Công nghệ cắt gọt kim loạihay, chi tiết
Lý thuyết tổng hợp Công nghệ lớp 11 Bài 17: Công nghệ cắt gọt kim loại , chọn lọc năm 2021 – 2022 mới nhất gồm tóm tắt lý thuyết và hơn 500 bài tập ôn luyện Công nghệ 11. Hy vọng bộ tổng hợp lý thuyết Công nghệ lớp 11 sẽ giúp học sinh củng cố kiến thức, ôn tập và đạt điểm cao trong các bài thi trắc nghiệm môn Công nghệ 11.
Lý thuyết Công nghệ 11 Bài 17: Công nghệ cắt gọt kim loại (hay, chi tiết)
I - NGUYÊN LÝ CẮT VÀ DAO CẮT
1. Bản chất của gia công kim loại bằng cắt gọt
Bản chất của gia công kim loại bằng cắt gọt là lấy đi một phần kim loại của phôi dưới dạng phoi nhờ các dụng cụ cắt (dao cắt, máy cắt…) để tạo ra chi tiết có hình dạng, kích thước theo yêu cầu.
Gia công kim loại bằng cắt gọt là phương pháp gia công phổ biến trong ngành chế tạo cơ khí và có ý nghĩa rất quan trọng vì tạo ra các chi tiết có độ chính xác và độ bóng bề mặt cao.
2. Nguyên lý cắt
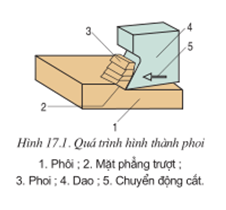
a) Quá trình hình thành phoi
Giả sử phôi cố định, dao chuyển động tịnh tiến. Bộ phận cắt của dao có dạng như chêm cắt. Dưới tác dụng của lực, dao tiến vào phôi làm cho lớp kim loại phía trước dịch chuyển theo các mặt trượt tạo thành phoi
b) Chuyển động cắt
Để cắt được vật liệu, giữa dao và phôi phải có sự chuyển động tương đối với nhau.
Ví dụ: khi tiện phôi quay tròn tạo ra chuyển động cắt, còn dao chuyển động tịnh tiến
3. Dao cắt
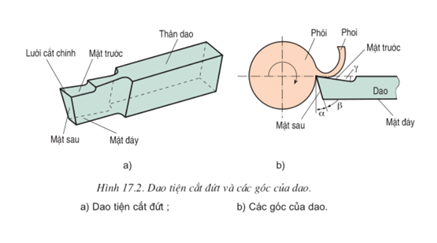
Để đơn giản ta tìm hiểu các mặt và các góc của dao tiện cắt đứt. Dao tiện cắt đứt dùng để cắt đứt hoặc xấn rãnh khi tiện.
a) Các mặt của dao
Trên dao tiện có các mặt chính sau đây:
- Mặt trước là mặt tiếp xúc với phoi.
- Mặt sau là mặt đối diện với bề mặt đang gia công của phôi.
Giao tuyến của mặt sau với mặt trước tạo thành lưỡi cắt chính.
- Mặt đáy là mặt phẳng tì của dao trên đài gá dao.
b, Góc của dao
Trên dao tiện cắt đứt có các góc sau:
- Góc trước γ là góc tạo bởi mặt trước với mặt phẳng song song với mặt đáy của dao. Góc γ càng lớn thì phôi thoát càng dễ.
Góc sau α là góc tạo bởi mặt sau với tiếp tuyến của phôi đi qua mũi dao với mặt đáy của dao. Góc α càng lớn thì ma sát giữa phôi với mặt sau của dao càng nhỏ.
Góc sác β là góc tạo bởi mặt sau với mặt trước của dao. Góc ββ càng nhỏ thì dao càng sắc nhưng dao yếu và chóng mòn.
c) Vật liệu làm dao
Thân dao thường làm bằng thép tốt như thép 45.
Bộ phận cắt của dao được chế tạo từ các loại vật liệu có độ cứng, khả năng chống mài mòn và khả năng bền nhiệt cao như thép gió, hợp kim cứng, …

II – GIA CÔNG TRÊN MÁY TIỆN
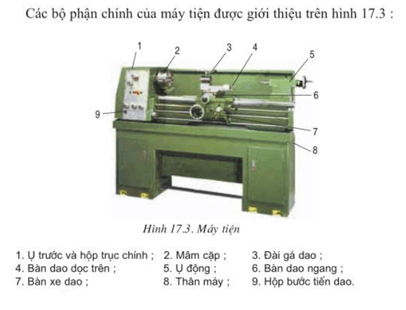
1. Máy tiện
2. Các chuyển động khi tiện
Khi tiện có các chuyển động sau:
- Chuyển động cắt: Phôi quay tròn tạo ra chuyển động cắt Vc (m/phút).
- Chuyển động tiến dao gồm:
+ Chuyển động tịnh tiến dao ngang Sng : được tiến hành nhờ bàn dao 6 khi cần cắt đứt phôi hoặc gia công mặt đầu.
+ Chuyển động tịnh tiến dao dọc Sd : được thực hiện nhờ bàn dao dọc trên 4 hoặc bàn xe dao 7 để gia công theo chiều dài chi tiết.
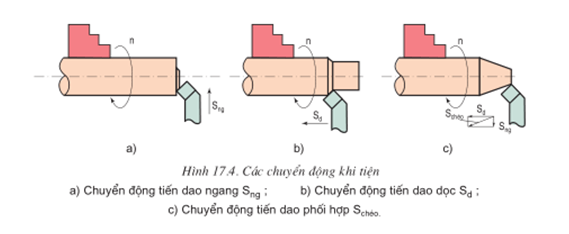
+ Chuyển động tiến dao phối hợp Schéo : Sự kết hợp đông thời hai chuyển động tiến dao dọc và tiến dao ngang tao ra chuyển động tiến dao chéo để gia công các mặt côn hoặc các mặt đã định hình.
3. Khả năng gia công của máy tiện
Tiện gia công các mặt tròn xoay bên ngoài và trong, các mặt đầu, các mặt côn ngoài và trong, các mặt tròn xoay định hình, các ren ngoài và trong.

